



我们精心制作的DN25镀锌管现货充足产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
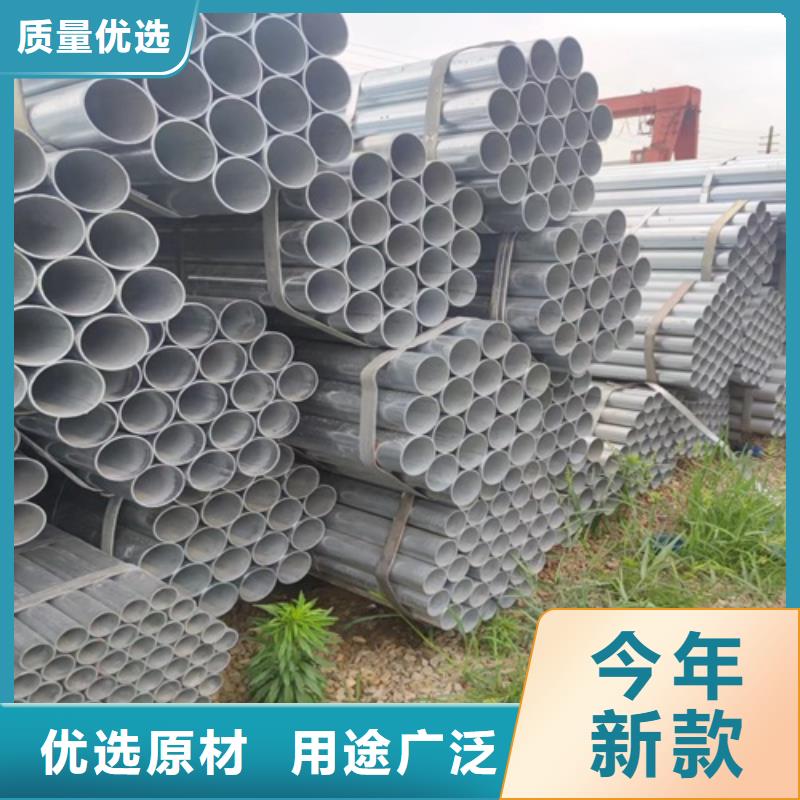
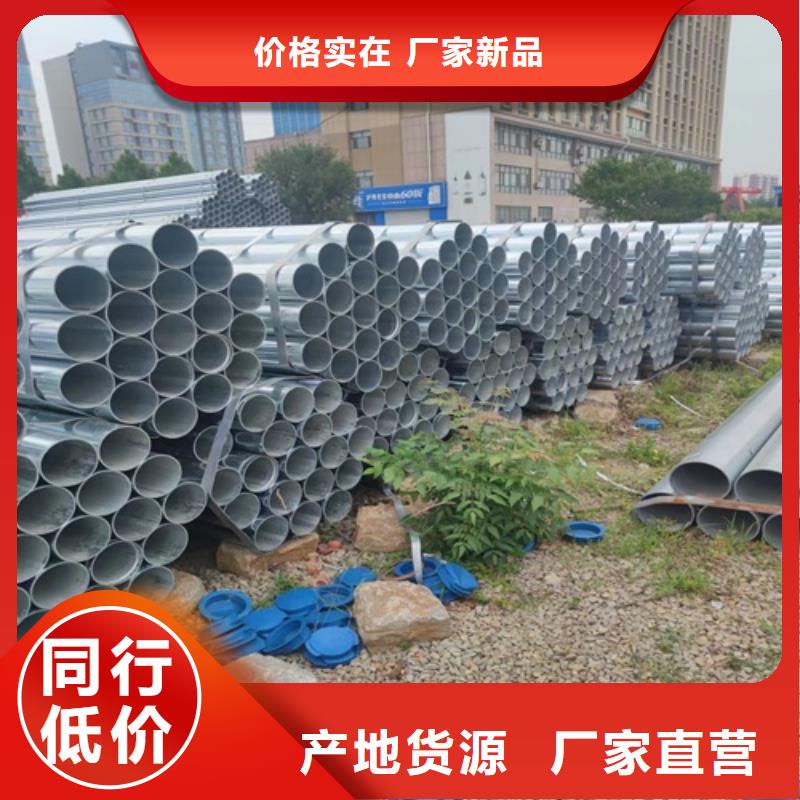
以下是:DN25镀锌管现货充足的图文介绍

镀锌管连接方式:螺纹,焊接 其一、滚槽方式连接 (一)滚槽焊缝开裂: 1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管 3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂: 1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管 2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5.用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求: 1.管端至沟槽段的表面应平整无凹凸、无滚痕。 2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 其二、焊接式连接 1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3.镀锌钢管管口对接后,管口部位出现砂眼: 4.焊接时由于技术原因造成。 5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。


黔西南鹏鑫钢铁全体员工将开拓进取,争创,保质保量的完成每一个 焊管产品,我们竭诚为广大客户朋友提供的黔西南 焊管技术和服务,热切希望同各界朋友建立良好的合作关系,同心协力,共创美好未来!




镀锌管表面处理方式 1、清洗 应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。 2、喷(抛)射除锈 喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。 喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置 3、工具除锈 首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。 4、酸洗 普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。


镀锌钢管的防锈方式 组份环氧涂料防腐蚀特性出色,在耐用性、耐磨性能、冲击韧性等领域均有显著的优势,与传统的的溶剂型涂料对比具备边沿附着性好、不容易造成裂痕、工程施工高效率、工程施工的安全系数更强等特性,使组份环氧涂料愈来愈广泛运用于大中型镀锌钢管的防腐蚀。现阶段,针对大中型镀锌钢管无溶剂涂料喷涂工程施工大多选用人力喷涂的方法,防腐蚀层品质无法得到确保,高效率低,镀层干固所需时间长,需占据很多场所。对于这样的事情,产品研发出了大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性。 1、大中型镀锌管组份环氧树脂镀层全自动喷涂技术性选用热干固技术性、建筑涂料加温技术性,应用组份份自动喷涂设备喷漆组份环氧涂料,提升防腐蚀镀层的总体防腐蚀功能和生产效率,减少员工的劳动效率。 2、选用大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,可全天工程施工不会受到条件限定,镀层一次涂膜厚,干固時间快。 3、大中型镀锌钢管组份环氧树脂镀层全自动喷涂技术性,自动化技术水平高,漆层匀称,薄厚误差小。


